




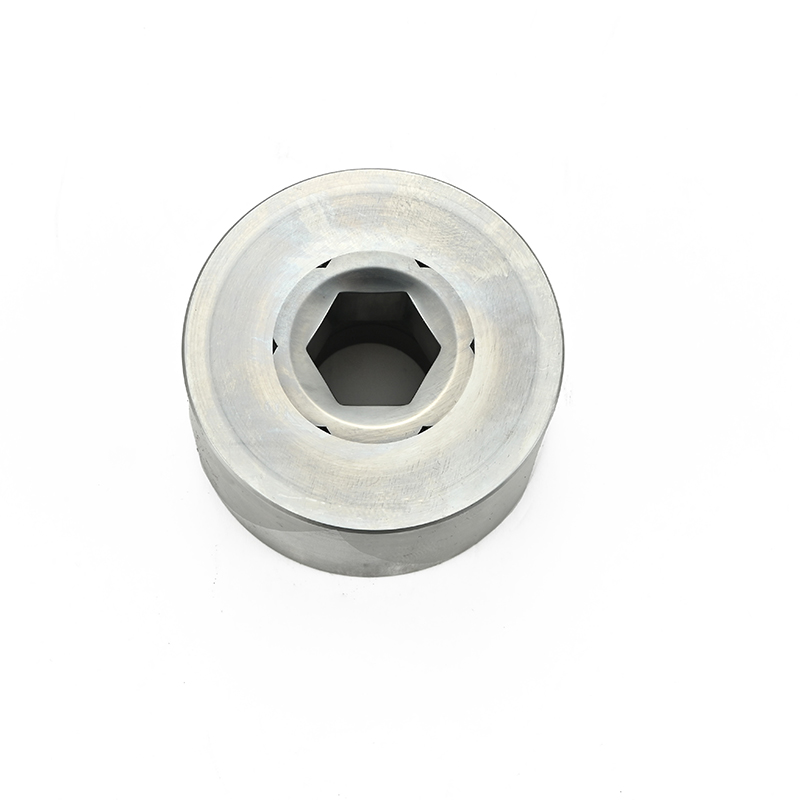


Вграден хексадецимален јадро
| Ставка | Параметар |
| Место на потекло | Гуангдонг, Кина |
| Име на брендот | Нисун |
| Материјал | VA80, VA90, KG6, KG5, ST7, ST6, КАРБИД |
| Технологија | CAD, CAM, WEDM, CNC, вакуумска термичка обработка, 2,5-димензионално тестирање (проектор), тестер на цврстина, итн.(HRC/HV) |
| Време на испорака | 7-15 дена |
| OEM&ODM | Прифатливо 1 ЕЕЗ |
| Големина | Прилагодена големина |
| Пакување | PP + Мала кутија и картон |
Карбид умре:
1. Директна дупка умира
2. Екструзија умира
3.Сегментирани хексадециди
4. Секач и нож
5.Прилагодени матрици
Сегментирани матрици може да се испорачаат или како влошки или комплетни склопови на матрици во волфрам карбид или специјални челици.Предностите на заменливите сегментирани ножеви за продолжување на векот на алатот се широко признати.Сите алатки се сертифицирани пред да бидат испратени до клиентите.
Како ефикасна и брзорастечка компанија, Nisun е активно посветена на обезбедување ексклузивни хексагонални сегментирани калапи.Обезбедените производи се широко признати ширум светот за нашиот најдобар квалитет и лесна инсталација.Овие калапи се произведени од иновативни професионалци и напредна технологија и се користат за производство на различни типови на сврзувачки елементи во различни индустрии.Покрај тоа, ние исто така можеме да обезбедиме производи од различни големини според потребите на клиентите.
1. Изберете го материјалот и големината на волфрам челикот за да се направи правилна форма на завртките или навртките.
2. Според разликата во тежината на формирањето, големината, должината на завртките и навртките, структурата на матрицата треба да биде разумно дизајнирана, мувлата со повеќе станици и навртки треба да се распределат на разумна основа на вознемирувачките деформации и времињата на формирање.
3. Калапот има фина изработка, точна големина, дијаметар на отворот за да одговара на барањата за завршна обработка на огледалото.
4.Дистрибутивна маргина на напон на пречки, изберете ја соодветната големина на стесната легура.
5.Челичниот ракав од школка мора да биде крут и добро загреан, а опсегот на цврстина по термичката обработка со вакуум треба да биде помеѓу 45℃-48℃.
6. Одржувајте ја матрицата и површината на жицата чисти и мазни, ладно извлечената жица мора да биде цврсто закована по жарењето на топката.
7. Ние користиме дијамантско тркало за мелење на циклусот и крајот на волфрам.





